Insert Molding vs. Overmolding: Which Process Fits Your Part?

- What Is Insert Molding?
- What Is Overmolding?
- A Quick Overview of Overmolding vs. Insert Molding
- When Should You Use Insert Molding?
- When Should You Use Overmolding?
- The Cost Differences
- How to Catch Common Defects
- FAQ
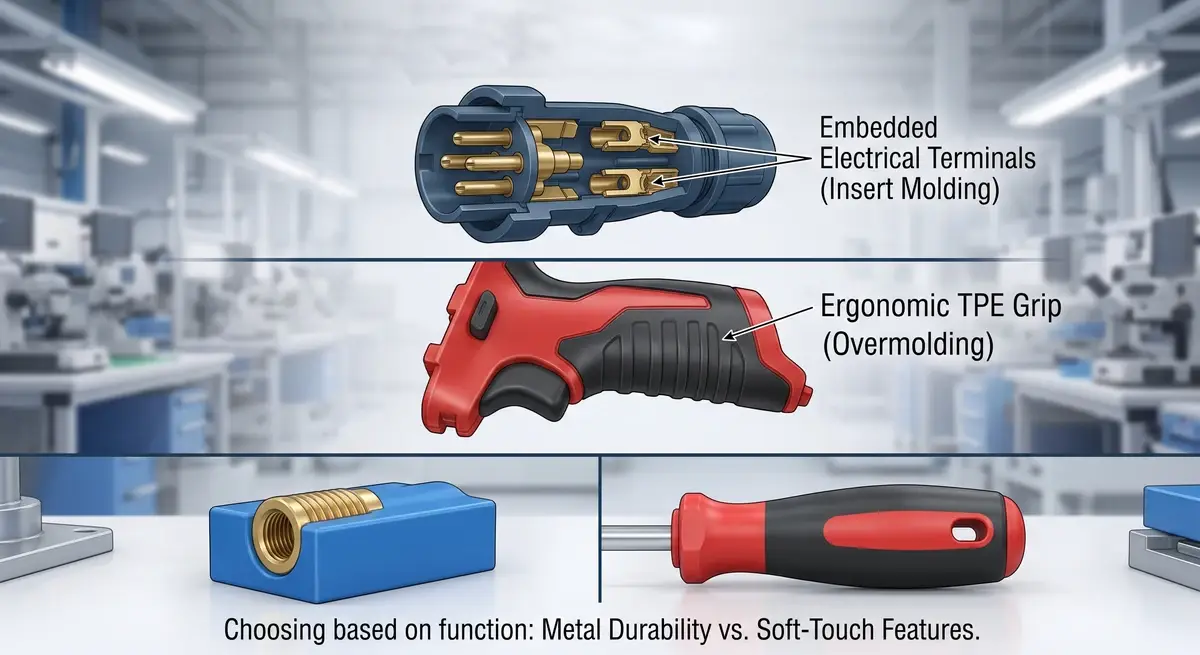
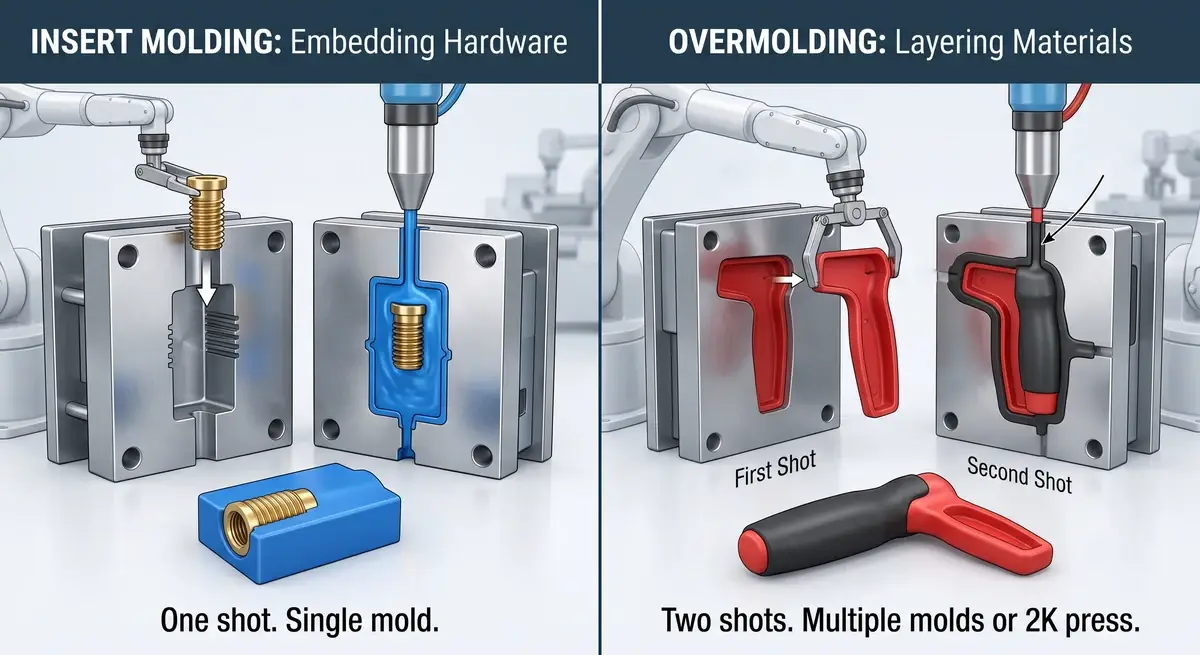
Insert molding embeds a pre-formed component - usually a metal insert like a threaded bushing, terminal, or stamped bracket - in plastic during a single injection cycle. Overmolding molds a second material, typically a soft TPE, over a rigid plastic substrate.
The insert molding vs. overmolding decision usually comes down to this: choose insert molding when you need metal hardware inside the part, and overmolding when you need a soft-touch grip, seal, or cushioned surface on it. Insert molding typically costs less, since it needs one mold and less handling.
Both are variants of plastic injection molding, and both eliminate secondary assembly. But picking the wrong one can leave you paying for a second mold you didn't need - or shipping a product that starts peeling months into service. This guide covers how each process works, how to choose between them, and the common defects to design around.
Key Takeaways
Insert molding embeds an insert (usually a metal component) into a plastic part.
Overmolding adds a softer material to a harder plastic substrate.
Insert molding is typically used to embed electronic components or add durable areas or threads into plastic parts.
Overmolding is typically used to add a soft, comfortable, or grippable feature to plastic.
Insert molding is often less expensive than overmolding since it involves less tooling and less handling.
Table of Contents
What Is Insert Molding?
Insert molding is an injection molding method.
First, a pre-formed component is loaded into the mold cavity. The insert is usually made of brass, steel, or stainless steel. It could be threaded inserts, bushings, pins, electrical terminals, or even an entire stamped bracket.
Plastic doesn't weld to metal, so this process embeds the component using a mechanical (not chemical) bond. It holds in place because the resin locks onto the insert's grooves as it shrinks. Research shows that this mechanical interlocking is the most reliable direct-adhesion mechanism for injection-molded thermoplastics and metal. And the hold can be quite strong. A well-designed M3 brass insert molded into glass-filled nylon typically holds 500–800 N of pull-out force.
Components embedded using injection molding also outperform those that are added post-mold. In fact, SPIROL rates molded-in installation highest for both torque and pull-out loads. That's because the resin fills every retention feature during the initial injection instead of having to be re-melted around them afterward.
What Is Overmolding?
Overmolding is a process where a material (usually TPE) is molded over a rigid plastic substrate. This creates a single integrated part, one that's firm but with a softer component embedded into its surface.
This method is used to make toothbrush handles with a comfortable or textured component, power-tools with soft grips, and housings with molded-in gaskets, among others.
There are two ways to run the overmolding process.

Two-shot (2K) molding simplifies this process by using a single machine to inject both materials (using a rotating or shuttling tool).
A Quick Overview of Overmolding vs. Insert Molding
| Criteria | Insert molding | Overmolding |
|---|---|---|
| Starting component | Pre-formed insert, usually metal | First-shot molded plastic substrate |
| Shots / tools | One shot using a single mold | Two shots using two molds, or one 2K mold |
| Bonding mechanism | Mechanical interlock (knurls, grooves, undercuts) | Chemical weld between compatible resins, plus mechanical features |
| Tooling cost | One mold plus purchased inserts | Two molds, or one complex 2K mold and press |
| Cycle | Single shot; insert loading adds seconds per cycle | Two cycles, or one longer 2K cycle |
| Typical applications | Threaded bosses, bushings, terminals, encapsulated electronics | Soft-touch grips, seals, vibration damping, two-color parts |
| Material constraint | Nearly any resin can be used | Substrate and overmold must be chemically compatible |
When Should You Use Insert Molding?
If your plastic part needs metal in it, insert molding should be your default choice. The classic use cases are:
- Threads: Threads cut directly into the plastic can get stripped with repeated use. A brass insert can withstand repeated use without wearing out.
- Electrical Terminals and Contacts: Insert molding is a good way to embed electrical components that must stay in a precise position.
- Bushings and Bearing Surfaces: Where the plastic would wear out, these embedded components can remain durable.
- Encapsulation: Plastic parts with built-in components like sensors, magnets or wire leads.
There are exceptions to this rule, however. In some cases, using post-mold heat-set inserts can reduce costs by shortening molding cycles and eliminating the risk of a dislodged insert. But stick with insert molding if pull-out and torque loads are a concern, since the product will be better suited to handle these.
When Should You Use Overmolding?
Overmolding should be used when the added material does real work. In many cases, this means improved grip, ergonomic features, sealing, vibration damping, impact protection, or cable strain relief.
If the soft layer is purely decorative, ask yourself whether this is the best way to achieve the cosmetic effect. Texture or paint may get you a similar look without requiring a second mold.
Make sure your design is suitable for overmolding as well. Keep the TPE layer at least 1 mm thick so it fills and bonds, and keep the substrate at least twice as thick as the overmold to prevent warping. Design mechanical interlocks to create a stronger hold, instead of relying entirely on the chemical bond. And expect thin TPE sections to feel harder than their Shore rating (adding closely spaced ribs under a grip creates perceived thickness without the material cost).
As for the type of overmolding you should use, that depends primarily on volume. Transfer overmolding is a better choice for annual volumes under 250,000 units, because it allows you to use simpler tools and standard presses above. Above that, opt for a two-shot process to reduce handling labor (the bond improves too, since the substrate is still hot when the second shot lands).
The Cost Differences Between Insert Molding and Overmolding
Insert molding is usually cheaper for embedding hardware, because overmolding involves a second shot.
But the differences in cost come down to various factors:
- Tooling: One mold versus two (or one expensive 2K mold versus conventional molds).
- Labor and Automation: Insert loading happens every cycle. Transfer overmolding doubles the amount of part handling required.
- Purchased Inserts: These inserts are a per-part cost that never amortizes away. Standard catalog inserts cost a fraction of custom-machined ones, so design for them whenever you can.
- Cycle Time: An overmold cools from one side only, because the substrate insulates the other side. Expect 15 to 40 seconds of cooling per 2.5 mm of TPE wall.
- Scrap Exposure: A defect in the second shot will force you to scrap a substrate that was perfectly fine, and a dislodged insert can damage the tool itself.
Another potential cost is working with a molder that only molds. In this case, an overmolded seal might require you to purchase a gasket and have it assembled by another vendor. A manufacturer that runs molding and product assembly under one roof can price both together so you can pick the cheaper total cost, not just the cheaper molding.
How to Catch Common Defects
Insert molding and overmolding each add failure points that standard injection molding doesn't have. The most frequent ones include:
- Insert Shift: This happens when melt pressure pushes the insert off position. Avoid this by placing the gate away from the insert, preheating inserts, or designing positive seating features.
- Flash Around Inserts: This is caused by insert diameter variation at the shut-off (the ±0.05 mm locating tolerance is designed to prevent this).
- Sink Over Inserts: Happens when there is too little plastic above the insert, which causes the surface to pull in as it cools.
- Knit Lines: This happens when the flow splits around the insert and rejoins behind it. This is usually a cosmetic issue, but in some cases it may result in cracking. Glass-filled resins and slightly thicker local walls reduce this risk.
- Overmold Delamination: Caused by incompatible materials or a cold substrate at the second shot. Running a 90° peel test (ASTM D6862) will allow you to catch this before starting a production run.
- Warpage from Shrink Mismatch: This happens when the TPE contracts more than its substrate as it cools, resulting in bowing. Stiffer substrates, ribs, and a thinner soft layer can help keep the part flat.
- Warpage Around Metal: When an insert acts as a heat sink, it creates an unbalanced cooling around it that distorts the part.
Every single one of these issues is cheaper to fix in your CAD design than in the finished product. This is exactly what a design for manufacturability review is for: checking boss ratios, gate positions, material pairing, and insert tolerances before the tool is cut.
Deciding between injection molding and overmolding for a specific part? Send Komaspec your CAD for a quote and our engineering team will flag the best process, the right insert or material pairing, and any DFM issues.
Frequently Asked Questions
Is insert molding the same as overmolding?
No. Insert molding embeds a pre-formed component in a single injection shot. Overmolding adds a second material over an already-molded plastic substrate in a separate shot. Some suppliers use "overmolding" as an umbrella term for both, so make sure to clarify the difference when requesting quotes.
Which is cheaper: insert molding or overmolding?
Insert molding is usually cheaper. It involves only one mold and one shot, with the extra costs for the purchased insert and loading time. Overmolding requires either a second mold or a more expensive two-shot tool and press. At high volumes, two-shot molding narrows the cost gap by cutting the amount of handling labor required.
What is the difference between overmolding and two-shot molding?
Two-shot molding is a specific type of overmolding. With the two-shot method, both materials are injected in a single machine cycle using a rotating tool. This cuts down on labor but requires a costlier mold and a dedicated 2K press. The other method, known as transfer overmolding, uses two separate tools and standard presses, which involves more labor but comes with lower tooling cost.
Can you overmold onto metal?
No, because plastic doesn't form a chemical bond with metal, the hold will depend on mechanical interlocks (like knurls and grooves). This can be created using insert molding instead of overmolding.
What materials are used for overmolding?
The most common pairing is a thermoplastic elastomer (TPE or TPU) over a rigid substrate such as PP, ABS, PC or nylon. Liquid silicone rubber is used in applications where heat or biocompatibility matters. In any case, the materials must be chemically compatible. TPE suppliers publish bond charts that list which substrates each grade can weld to.