Air Bending and Bottom Bending Sheet Metal
- Introduction
- Key Takeaways
- Air Bending vs. Bottom Bending
- What is Air Bending?
- What Is Bottom Bending?
- When Is It Better to Use Air Bending?
- When Is It Better to Use Bottom Bending?
- FAQ: Air Bending vs. Bottom Bending
Air bending and bottom bending are two of the most common methods used to create bends during sheet metal fabrication. They differ not only in the process used, but also the resulting shape created in the metal.
In this article, we’ll explain how these two methods work, the major differences between them, and when it’s best to use one over the other.
Key Takeaways
- Bottom bending results in more accurate bends, but can make the production process slower and more difficult.
- Air bending is faster and more adaptable, but can be less accurate and introduce variations between parts.
- Springback can be a problem with air bending, requiring either overbending or laser measuring equipment to get more accurate results.
- Bottom bending is ideal for older equipment, since it can compensate for their lack of precision.
Table of Contents
Air Bending vs. Bottom Bending: What’s the Difference?
Before getting into the details of each method, let’s take a quick look at the major differences between them.
Technique
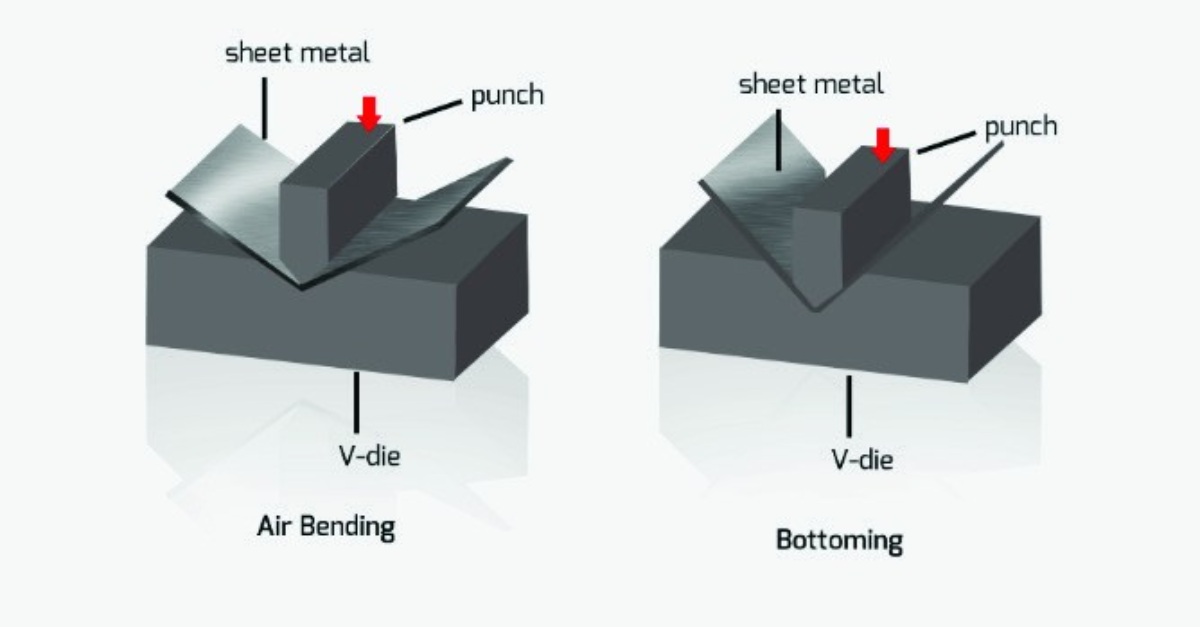
Air bending and bottom bending are both carried out using the same equipment: a die and punch. But the difference is in the technique used.
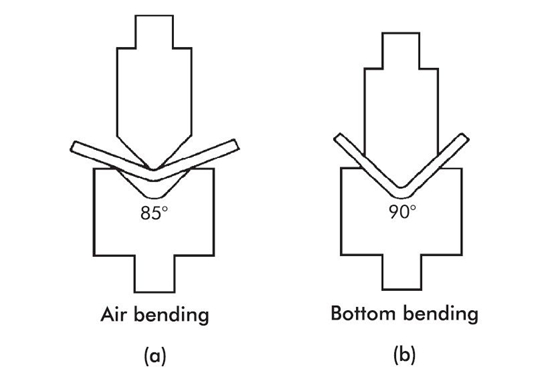
Bottom bending (or bottoming) involves pushing the punch down fully, so the part is pressed flush against the bottom of the die.
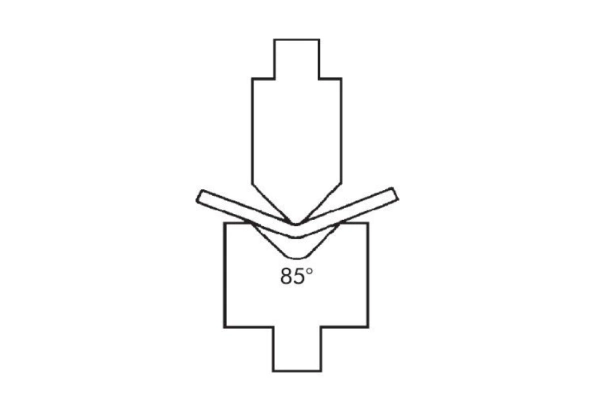
Air bending uses a similar process, except the punch doesn’t get pushed all the way down. This bends the metal partially, leaving a gap between the die and the sheet (allowing air to pass between them, hence the name “air bending”).
Precision
- Bottom bending allows for a more precise bend by pressing the part against the bottom of the die, ensuring better angular tolerance control.
- Air bending is slightly less accurate since the results won’t fully fit the shape of the die. It’s faster and much more convenient, but only suitable where high precision isn’t a priority.
Press Brake
Both of these processes can be performed using a manual or CNC-controlled press brake.
However, more accurate press brakes will generally be needed for air bending. And while this matters less for bottom bending, using more precise brakes can still result in less scrap.
Note that bottom bending may require more equipment maintenance over time, due to the pressure exerted against the die and the impact on the hydraulics of the press brake.
| Criteria | AIR BENDING | BOTTOM BENDING |
|---|---|---|
| Custom Tooling | Not required | May be required |
| Die / Radii | Single die can accommodate multiple angles | Unique die is required for each angle radius |
| Angle Accuracy | ± 1° | ±0.5° |
| Best Used For | Lower volumes or one-off builds Lower precision needed |
Precision crucial More price sensitive |
| Pricing | No tooling investment Higher part price |
Tooling investment required Lower part price |
Air Bending and Bottom Bending – a Quick Comparison
With that quick comparison out of the way, let’s take a closer look at these methods and the pros and cons of each.
What is Air Bending?
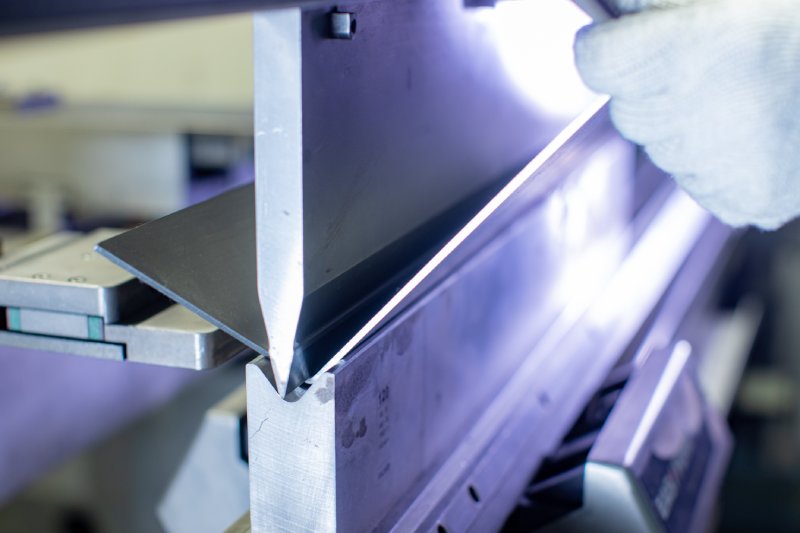
With air bending, a press brake is equipped with a punching tool, which is used to apply pressure to a piece of sheet metal. A V-shaped bottom die is placed beneath the punching tool to support the part.
To create a bend in the metal, the punch presses the material into the die as far as is needed to achieve the desired angle.
With this method, there are always three points of contact during the bending process: one on each side of the die’s V-shaped opening, and one at the tip of the punch.
Because the metal sheet isn’t pressed all the way down, the shape of the die does not define the angle of the bend. Instead, it is determined by how deep the punch is pressed.
This allows a certain amount of versatility, since the same die can be used to accommodate a range of bend radii and bend angles. Any bend that fits within the punch profile can be achieved by adjusting the depth.
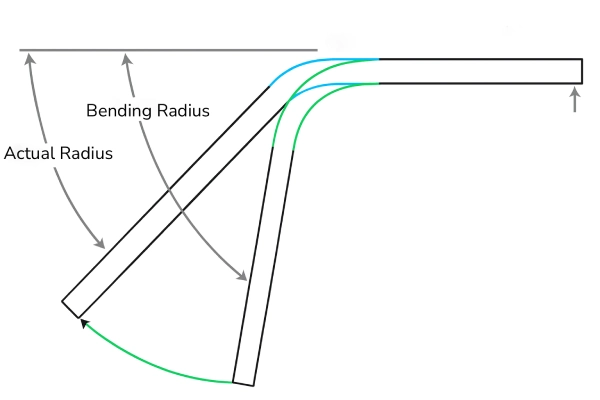
That versatility can come at a cost, however, since air bending can result in more springback (the metal flexing back slightly toward its original shape). This problem can be overcome by using laser measuring technology to ensure a more accurate result.

Advantages of Air Bending
- Can create different bends angles without tooling or changing equipment, saving time and expense
- Able to bend most material types and thicknesses
- Faster than bottom bending
- Requires less pressure
- Less contact with tooling results in less surface damage
Disadvantages of Air Bending
- Not well suited for applications that require highly accurate bend angles
- Can cause springback
- Using older press brake equipment often results in inaccurate bends
What Is Bottom Bending?
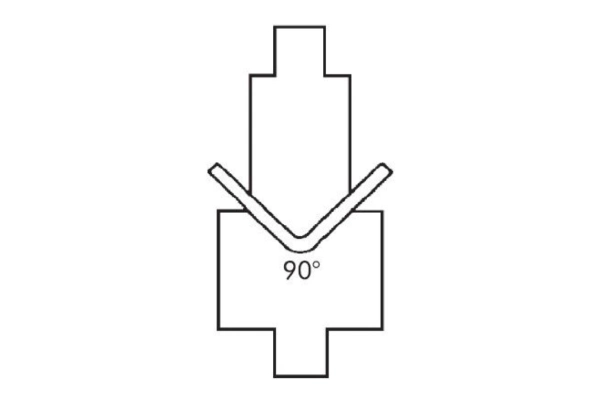
Bottom bending also uses a punch and V-shaped bottom die. But instead of creating partial bends, the punch is used to push the metal fully into the die.
This method employs higher pressure than air bending and causes the metal to come into full contact with the punch and die.
While bottom bending creates more accurate angles with less springback, it does have some downsides. The biggest one is needing to manually swap out the die to achieve different angles or radii. It also exerts more pressure on the machinery, which can result in more frequent maintenance.
Advantages of Bottom Bending
- More accurate than air bending
- Less springback
- More suitable for older, less accurate presses
Disadvantages of Bottom Bending
- Unique tools are needed for different bend angles, meaning more tooling investment and changeovers
- Requires more pressure on the press brake than air bending
- Can leave tooling marks on the part
- Slower because greater pressure and longer range of motion are needed
When Is It Better to Use Air Bending?
Generally speaking, air bending is better suited to production runs where:
- Less accurate bends are acceptable
- Producing parts quickly is beneficial
If you need to mass produce parts, make parts that vary in angle, or save money in production, then air bending is usually the better option.
When Accuracy Isn’t Vital
Air bending can introduce slight variability in the results. The accuracy levels will depend on the specifics of the machinery, but variations of ±0.5° are possible.
- Springback exacerbates this problem, since the part can lose a slight amount of bend after being pressed.
- Operators can attempt to overcome this by overbending the sheet metal to compensate for the springback, but this can have mixed results due to differences in material and part geometry.
When Faster Production Matters More Than Precision
Air bending is preferable for speedier production runs:
- Air bending is faster than bottom bending. Since the metal doesn’t need to be fully pressed into the die, the bend can be completed more quickly and with less pressure.
- It’s also possible to create multiple bend angles with the same die and press, simply by adjusting the depth of the punch.
- Depending on the production process, modifying the bend without having to replace the die can save a considerable amount of set-up time.
When You Need to Be Cost-Conscious
Air bending is usually more cost-effective than bottom bending:
- It requires less part tooling and machine maintenance.
- With less pressure being applied, the equipment also suffers less wear and tear, which means it could potentially last longer.
- This reduced need for maintenance also results in less downtime, which can allow for longer production runs and consistent production.
When Applying Less Pressure Is Beneficial
Air bending also involves less force, which can be advantageous when dealing with certain materials or trying to avoid leaving marks on the metal.
When Is It Better to Use Bottom Bending?
Bottom bending is primarily useful when high levels of accuracy are desired, and a more difficult production process can be tolerated.
When Accuracy Is Paramount
Bottom bending creates reliable, accurate angles, making it ideal for production runs where accuracy is a high priority and variation between parts needs to be avoided.
Not only does pressing the metal against the bottom of the die create a more uniform result, but it also produces less springback, ensuring that the bend keeps its shape.
When You’re Using Older Equipment
Bottom bending is also useful in workshops that use older press brakes. Since those brakes lack the accuracy of modern machines, pressing the metal firmly into the bottom of the die is the only reliable way to ensure an accurate bend angle.
| COMPARISON | AIR BENDING | BOTTOM BENDING |
|---|---|---|
| Accuracy & Precision | - Greater inaccuracy and variation between pieces. - More springback. |
- Ensures reliable, accurate bends in sheet metal. - Ideal for precise parts and consistent bend angles. - Less springback than air bending. |
| Production Speed | - Faster than bottom bending. - Able to bend most material types and thicknesses. - Less pressure required. |
- Slower than air bending. - Requires more pressure and longer range of motion. |
| Flexibility & Cost | - No retooling or equipment changes needed for different bend angles. - Less surface damage. - Older press brakes can result in inaccurate bends. - More control over bend angle during bending. |
- Unique tools required for different bend angles. - Requires more pressure on the press brake than air bending. - Contact with punch and die can leave tooling marks on the part. - Older, inaccurate presses can be used. |
Comparative Analysis of Air Bending and Bottom Bending Techniques
FAQ: Air Bending vs. Bottom Bending
Is bottom bending better than air bending?
In some cases, but it mostly depends on how precise you need the bend to be. If a high level of accuracy is important, you’ll be able to achieve it with bottom bending. However, if you can tolerate slight imprecision or variability in the results, air bending is often the easier option.
Or to put it crudely, if you’re more concerned with quality over quantity, bottom bending is the way to go.
What is air bending sheet metal?
Air bending is a process where a piece of sheet metal is pressed into a die, but an air gap is left between the bottom of the sheet metal and the die. This gap is where the name “air bending” comes from. It is most commonly used when production speed and flexibility are more important than precision.
What is bottom bending sheet metal?
Bottom bending is a process where a piece of sheet metal “bottoms out” on the die. The entire bottom of the piece comes in contact with the die, creating a precise bend with minimal snapback of the sheet metal.
Does press brake precision matter for bottom bending and air bending?
The press brake is less critical when using bottom bending, since the die creates a precise bend. With air bending, a more precise press brake is needed to get a more accurate angle, since there is minimal contact between the die and the sheet metal.
Is bottom bending the same as coining?
No, coining uses higher forces to completely deform the metal into more complex shapes than bottom bending. Coining is most commonly used when the material being pressed is thinner and a high degree of precision is needed.
How can I compensate for springback when air bending?
For all its advantages, air bending has the unfortunate tendency to produce springback, where the parts will move back toward their original shape (in other words, they’ll unbend slightly).
One common method for dealing with this is to create a larger bend than desired. That way, the springback will cause the part to move closer to the intended angle.
Another method is to use laser measuring to ensure that the bend angle falls within an acceptable range.
Which method of bending will get better results?
That depends on what you mean by a better result.
If your goal is to create a very precise bend with little to no variation between parts, then bottom bending will be the ideal method. The resulting bends will be more accurate and nearly identical from part to part.
However, if you’re worried about the appearance of the part, air bending might be preferable. It involves less forceful contact between the press and the metal, reducing the risk of marks being left by the machinery.
Does air bending cost less than bottom bending?
Generally speaking, yes. Air bending can require a bit less manual work, since it requires less pressure, a shorter range of motion, and less time adjusting the size of the bend. All of this can save on labor costs and ensure a faster production.
Since it’s less intensive than bottom bending, air bending also results in less wear and tear and machine maintenance, reducing costs over the long run.
Precision Bending for Your Sheet Metal Project
Our experts will analyze your design and recommend the most cost-effective, high-precision solution.